



Les processus de nettoyage en place (NEP) sont essentiels pour les industries telles que l'alimentation et les boissons, les produits de soins personnels et tout autre processus par lots où la contamination résiduelle peut avoir un impact négatif sur la qualité du produit.
Facteurs critiques dans la gestion du nettoyage en place
Temps
Le temps passé à effectuer les cycles NEP est du temps qui n'est pas consacré à la production, les cycles NEP doivent donc être aussi courts que possible tout en restant efficaces.
Produits chimiques
Un sous-dosage de produits chimiques de nettoyage augmente le risque de contamination et de formation de biofilm et nécessitera également des traitements chimiques supplémentaires pour atténuer ces problèmes plus graves plus tard. A l'inverse, le surdosage de produits chimiques a également un coût important et peut perturber les processus de traitement des eaux usées en aval.
Eau
Selon la taille des navires et des lignes à nettoyer, les besoins en eau peuvent être excessifs. Ces coûts peuvent être aggravés par la quantité d'énergie et de produits chimiques nécessaires lorsque la consommation d'eau augmente.
LIVRAISON
Les coûts associés au pompage ainsi qu'au chauffage de l'eau et des produits de nettoyage sont directement liés à la quantité d'eau et de produits chimiques nécessaires. Étant donné que les coûts d'électricité sont souvent parmi les dépenses les plus importantes dans l'exploitation des processus industriels, ces coûts peuvent augmenter rapidement si l'utilisation de l'eau et des produits chimiques n'est pas optimisée.
Comment vérifier rapidement l'efficacité d'un cycle CIP ?
Une boîte à outils holistique de surveillance de la qualité de l'eau comprenant surveillance microbiologique rapide permet d'optimiser tous les aspects des cycles CIP ainsi que le processus de production dans son ensemble.
ATP la surveillance a été used depuis des décennies dans la transformation des aliments pour évaluer rapidement la propreté de la surface. Bien que cette technologie joue toujours un rôle important, 2nd Generation ATP se concentre sur l'analyse de l'eau et d'autres échantillons aqueux. Ce faisant, il élargit considérablement les applications de cette méthode rapide et améliore considérablement les programmes d'AQ/CQ.
Exemple 1 : AQ/CQ de la transformation des aliments
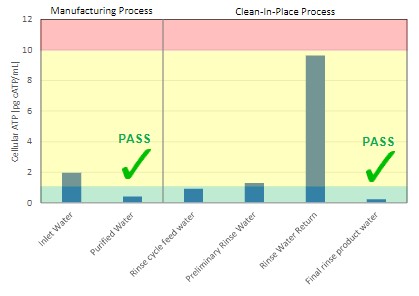
La figure 1 illustre comment le cycle de l'eau dans une installation de transformation des aliments peut être rapidement caractérisé en termes de risque. En plus de filtrer l'eau d'entrée municipale, la propreté de l'eau d'alimentation purifiée peut être vérifiée en quelques minutes afin que les incidents de contamination puissent être détectés le plus tôt possible. Étant donné que l'eau d'appoint est souvent la voie de contamination la plus rapide et la plus courante, une surveillance rapide de ce point de contrôle critique est de la plus haute importance.
La qualité de l'eau peut également être étroitement surveillée pour garantir une eau propre pour les cycles CIP et que des performances adéquates sont atteintes. Haute ATP les niveaux dans l'eau de rinçage final indiquent un nettoyage incomplet, ce qui signifie que le processus doit se poursuivre jusqu'à ce qu'un niveau suffisamment bas ATP le résultat est renvoyé. De même, pouvoir vérifier immédiatement la propreté de l'eau de rinçage permet d'arrêter immédiatement le processus CIP, évitant ainsi des cycles de nettoyage trop longs et le gaspillage d'eau.
Exemple 2 : CIP de brassage de bière
Comme c'est le cas dans la transformation des aliments, les systèmes CIP sont largement utilisés dans les brasseries pour nettoyer suffisamment les fermenteurs après le brassage de la bière. La bière contaminée a un impact sur la qualité de la bière (c'est-à-dire la saveur, les arômes ou le trouble) et, dans le pire des cas, peut entraîner une détérioration du lot.
Après chaque lot, un nettoyage efficace du fermenteur est essentiel avant le prochain lot. Si le nettoyage n'est pas adéquat, le cycle de fermentation suivant pourrait être inhibé en raison de la présence de bactéries. Alors que les bactéries peuvent être détectées à l'aide de comptages bactériens sélectifs ou d'analyses microscopiques, il est trop tard pour appliquer des mesures correctives une fois les résultats connus. Analyses microbiologiques rapides utilisant une méthode rapide telle que 2nd Generation ATP Stack monitoring fournir une solution potentielle à ce défi.
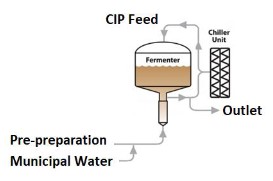
La figure 3 montre les résultats d'un processus CIP autour d'un cycle de fermentation. L'eau d'alimentation ATP les tests effectués avant d'entrer dans le système de refroidissement indiquent une eau avec des niveaux de biocharge très faibles, mais la sortie du refroidisseur a montré des valeurs bien plus élevées.
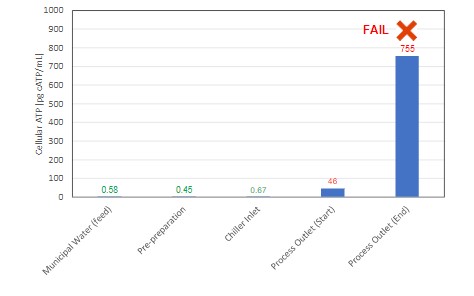
Ceci indique une accumulation de biofilm/résidus dans le refroidisseur, donc l'objectif du cycle CIP devrait être de réduire ce niveau à des niveaux inférieurs. Cependant, après un cycle de rinçage, le ATP la concentration à la sortie du refroidisseur était significativement plus élevée qu'au début du processus. Cela indique clairement que le cycle doit continuer à purger adéquatement le matériau accumulé du système et à réduire le risque de contamination à un niveau sûr.
Résumé
2nd Generation ATP la surveillance représente un grand pas en avant dans les tests microbiologiques rapides sur le terrain.
En général, l'ajout de cette technologie facilite les opportunités suivantes pour l'optimisation CIP :
- Révéler le produit contaminé le plus tôt possible.
- Optimisez les inspections et les cycles de nettoyage pour fermer les voies de contamination et minimiser les temps d'arrêt entre les lots, maximisant ainsi la rentabilité.
- Rationalisez la maintenance et l'entretien de l'équipement (par exemple, les filtres, les systèmes de purification).
LuminUltraLa proposition de valeur de s indique traditionnellement que notre technologie permet de « gagner du temps, de l'argent et de l'eau ». Cependant, l'intégration de 2nd generation ATP la surveillance des programmes d'AQ/CQ dans l'industrie agroalimentaire peut avoir un impact direct sur la rentabilité.
Contactez-nous aujourd'hui pour en savoir plus sur la façon dont nous pouvons vous aider!